
PET Bottle Blowing Air Compressor Solutions
- Reliable High Pressure Air Supply
- Oil-Free Compressed Air Option
- Energy Efficient Compressor System
- Customized Solutions

Process Overview
PET Bottle Blowing Process
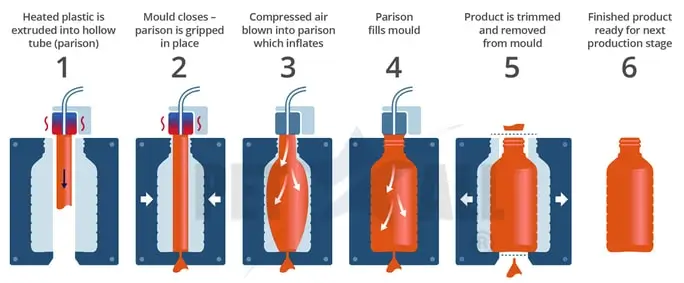
PET bottle blowing employs the stretch-blow molding process, which is primarily divided into one-step and two-step methods; currently, the two-step method is predominant. The core of this process involves heating the PET preform (pre-formed blank) to a temperature above its glass transition temperature (approximately 90–120°C), placing it in a highly elastic state. It is then longitudinally stretched by mechanical stretching rods while high-pressure compressed air is injected to expand it laterally, causing the preform to conform tightly to the inner wall of the mold. Finally, it is rapidly cooled to set its shape.
Typical Applications
The Application of Air Compressors in PET Bottle Blowing
Air Purification
Use oil-free compressed air to clean the interiors of bottles and packaging containers, thereby preventing health risks associated with air contamination and avoiding changes in product flavor and aroma.
Medium-Pressure Air Recovery
Recover the residual medium-pressure gas from the PET bottle-blowing process for use in other departments (such as instrumentation and control systems), thereby improving overall operational efficiency.
PET Bottle Blowing
High-pressure compressed air blows the bottle into a shape that matches the blow mold. “Grade 0” oil-free air ensures the bottle is free from oil contamination.
Packaging/Labeling
Compressed air drives valves and actuators in automated production lines, enabling automated control of processes such as packaging and labeling. Oil-free air prevents jamming of automated components and ensures the safety and hygiene of the final product.
The Role of Compressed Air in PET Bottle Blowing
Solution 1
Oil Injected Screw Compressor + Micro Oil Piston Booster
Advantages
✔Lower initial investment
✔ High efficiency
✔ Suitable for large production
Recommended applications:
Beverage bottles
Water bottles
Packaging factories
Solution 2
Oil-Free Screw Compressor + Oil-Free Piston Booster
Key Selling Points:100% oil-free compressed air
Advantages:
✔ No oil contamination risk
✔ Suitable for food & beverage industry
✔ Cleaner PET bottle production
Suitable for:
Mineral water bottle
Beverage packaging
Medical packaging
Solution 3
Oil Injected High Pressure Screw Compressor
Feature: Directly supplies high-pressure air.
Suitable for:
Large-scale PET production lines.
Solution 4
Oil-Free High Pressure Piston Compressor
Positioning:Highest air purity class.
Advantages:
✔ Oil-free high-pressure air
✔ High pressure stability
✔ Suitable for sensitive applications
Suitable for:
Food, beverage, and high-end packaging industries.
Solution Comparison
| Solution | Air Quality | Pressure | Investment | Maintenance | Application |
| Screw + Micro Oil Booster | Good | 30-40 bar | Low | Medium | General PET |
| Oil-free Screw + Oil-free Booster | Excellent | 30-40 bar | Higher | Low | Food & Beverage |
| High Pressure Screw | Good | 30-40 bar | Medium | Low | Large production |
| Oil-free High Pressure Piston | Excellent | 30-40 bar | Higher | Medium | Premium PET |
The Role of Compressed Air in PET Bottle Blowing
Compressed air plays an irreplaceable and critical role in the PET bottle blowing process, directly affecting bottle forming quality, production efficiency, and product safety:
- Blowing and Stretching: High-pressure compressed air (typically 35–42 bar) is instantly injected into the interior of the heated preform, causing the PET material to stretch in two directions and conform tightly to the mold, forming the final shape of the bottle. High pressure ensures rapid and uniform expansion of the material, preventing wrinkles or uneven wall thickness.
- Cooling and Setting: During the blowing process, compressed air simultaneously removes heat, helping the bottle cool and solidify quickly, shortening cycle times, and increasing production speed .
- Pre-blowing Assistance: Low-pressure air initially expands the preform to create a uniform cavity for high-pressure blowing.Auxiliary Pneumatic
- Control: Drives the blow molding machine’s actuators—such as cylinders, valves, and robotic arms—as well as processes including bottle conveyance and blow-out cleaning.
Advantages
Why Choose Sollant Compressors
In the highly competitive PET bottle blowing industry, choosing Sollant means choosing a stable, efficient, and clean compressed air solution:
100% Oil-Free Certification
Utilizing advanced oil-free screw technology or reliable oil-lubricated systems combined with high-efficiency post-treatment ensures Class 0 clean air and completely eliminates the risk of oil contamination.
High-Efficiency Design
Variable frequency control, optimized compression ratios, and intelligent recovery systems help businesses reduce energy consumption by 20–35%, significantly lowering electricity costs.
Reliable and Durable
Core components undergo rigorous testing to withstand the high-temperature, high-humidity environments of bottle-blowing workshops, resulting in low failure rates and extended maintenance intervals.
Comprehensive Service
From equipment selection and installation to commissioning and post-processing systems, we provide comprehensive customized solutions and prompt after-sales support to help businesses achieve intelligent manufacturing.
-800x800.jpg "Oil Injected Screw AirCompressor11kw(2)")





What Customers Are Saying
David Wilson, Production Manager
“The integrated solution saved us a significant amount of time on installation and commissioning. After more than two years of operation, maintenance costs have remained very low; they are a trustworthy partner.”
James, Quality Supervisor
“Sollant’s oil-free air quality fully meets the requirements for food packaging exports. The pressure is extremely stable, and energy consumption has been reduced by nearly 25% compared to our previous setup. “
Robert, Director of Quality
“After operating continuously for over a year, our production line has not experienced a single shutdown caused by compressor issues. Sollant’s compressors are highly stable, which has helped us optimize our production scheduling.”
Frequently Asked Questions
What compressed air pressure is required for PET bottle blowing?
The compressed air pressure requirements for the PET bottle blowing process are divided into two levels: low pressure and high pressure. These must not be interchanged:
Low-pressure stage (5–10 bar)
Used for: preform conveyance, cooling of the heating oven conveyor chain, control of pneumatic valves on the blow molding machine, and pre-blowing (to initially expand the preform and conform it to the mold contour)
Typical value: 8 bar
High-pressure stage (30–40 bar)
Used for: The final stretch-blow molding stage, where high-pressure air is injected instantaneously to inflate the preform and make it conform tightly to the mold walls
Typical values: 30–35 bar (standard water bottles), 35–40 bar (carbonated beverage bottles, large-capacity bottles)
Special bottle types (5L+ water jugs, heat-resistant bottles): May require 40–45 bar
Important Note:
Do not attempt to use a single high-pressure compressor to supply both low- and high-pressure requirements, as this results in extremely low energy efficiency and shortens equipment lifespan
Correct configuration: Low-pressure screw compressor + high-pressure booster (or high-pressure piston compressor) combination
Insufficient pressure can result in under-inflated bottles, uneven wall thickness, and incomplete bottom formation; excessive pressure may cause preforms to burst or damage the mold.
Sollant Recommendation: When selecting equipment, allow for a 10%-15% pressure margin to compensate for pressure losses caused by pipeline pressure drops and filter clogging.
Why is it essential to use oil-free compressed air?
The PET bottle blowing industry imposes strict requirements on the oil content of compressed air, primarily for the following reasons:
1. Bottle Surface Quality
Oily air can cause oil stains, whitening, and cloudiness on the bottle walls, severely affecting transparency.
Mineral water bottles may appear “frosted,” and those failing appearance inspections are scrapped immediately.
2. Bottle Mechanical Strength
Oil molecules disrupt the arrangement of PET molecular chains during the high-temperature blowing process.
This reduces bottle strength by 15%–25%; carbonated beverage bottles may deform or rupture due to inability to withstand filling pressure.
3. Food Safety Risks
Oil contamination may migrate to the inner bottle walls, contaminating the contents (water, beverages, edible oils).
This violates food packaging safety standards (e.g., GB 4806, FDA, EU 10/2011) and may lead to product recalls or damage to brand reputation
4. Impact on Equipment
Oil residues adhere to the air valve assemblies and pilot valves of blow molding machines, causing slow or stuck valve operation
Long-term accumulation can clog precision filters, increasing pressure drop and energy consumption
What Impact Does Moisture in Compressed Air Have on Bottle Blowing?
Moisture in compressed air has a severe impact on the PET bottle blowing process—an impact that goes far beyond the simple issue of “rusting”:
1. Crystalline Haze on the Bottle Body
During the high-temperature, high-pressure blowing process, moisture accelerates the premature crystallization of PET molecules.
White, hazy crystalline patches appear on the bottle walls (commonly referred to as “hazy bottles” or “whitened bottles”).
This defect cannot be eliminated through post-processing, rendering the affected bottles a total loss.
2. Reduced Bottle Strength
Uneven crystallinity leads to a 10–20% reduction in the mechanical strength of the bottle body.
Carbonated beverage bottles may fail to withstand the filling pressure of 4–6 times atmospheric pressure.
Hot-fill bottles (designed for 85–92°C) become more susceptible to deformation under high-temperature conditions.
3. Water Accumulation Inside the Bottle
Moisture enters the preform interior along with the compressed air and subsequently condenses at the bottom of the bottle after blowing.
Post-filling: Condensed water mixes with the liquid product (water or beverage) → Dilution or off-flavors → Customer complaints.
In severe cases: Microbial growth occurs at the bottle base → Food safety incidents.
4. Equipment Damage
Moisture corrodes high-pressure pipelines, valves, and bottle blowing molds.
During winter in northern regions, water accumulating in pipelines may freeze and cause blockages, leading to a complete shutdown of the production line.
Internal corrosion of pneumatic components (such as pilot valves and cylinders) → Operational failure.
5. Increased Risk in the High-Pressure Section
High-pressure air (30–40 bar) has a significantly lower “moisture-holding capacity” than low-pressure air.
For compressed air with the same absolute moisture content, the higher the pressure, the more easily liquid water will precipitate out.
How Should Air Compressors Be Maintained?
To ensure the long-term, stable operation of air compressors, regular maintenance is essential. Common maintenance tasks include:
- Replacing the air filter: The air filter removes dust and impurities from the air. Replacing it regularly helps maintain air quality and extends the compressor’s service life.
- Checking the lubrication system: Lubricating oil effectively reduces friction inside the compressor. Regularly checking the oil level and replacing the oil promptly ensures smooth operation of the equipment.
- Cleaning the Cooling System: Keeping the cooling system clean ensures the equipment operates efficiently even in high-temperature environments and prevents damage caused by overheating.
- Inspecting the Exhaust System: Regularly inspect the exhaust system’s pipes, seals, and other components to ensure there are no leaks.
- Smart Diagnostics: Utilize a smart control system to monitor the equipment online, diagnose its operating status in real time, and make timely adjustments based on data feedback.
Request a Quick Quote Now
Order or No Order? We're here for you 24/7

